Компрессор и охлаждение для лазерного станка
Last modified date 13.01.2019
Статьи в черновиках могут лежать годами, надо что то делать) Итак – немного продолжения про лазер. Ранее я делал обзор нашего лазерного станочка. Недолгая эксплуатация показала, что надо что то делать с охлаждением, воздухом и вентиляцией. В этом посте я расскажу про компрессор для лазерного станка и про охлаждение для лазерного станка, что пришлось нам городить.

Скажу сразу, всем желающим купить маленький лазерный станочек на балкон. Даже если вы поставите термоядерной производительности вытяжку, заклеите все щели скотчем, замажете все стыки герметиком – ЗАПАХ БУДЕТ! Если вы режете фанеру – терпимо, а вот если пластик… еще хуже войлок или резина – там уже конкретная вонища, если резина пахнет серой то вот войлок палеными волосами. Поэтому если есть идея открыть центр лазерной резки в офисном центре – это возможно только если ваши соседи очень неприхотливы.
Ну а у нас цех, эти проблемы мало беспокоят, ну кроме шума который мешает в обеденный перерыв. Итак, штатная аквариумная помпа, что шла в комплекте к лазерному станку, слаба (80Вт 0,35 атм, 70 л/мин). Для гравировки – норм, для резки – маловато будет.
Тут я должен рассказать зачем лазерному станку воздух, для тех кто не сталкивался. Сжатый воздух выполняет двоякую функцию при резке лазером. Первая – создает избыточное давление в пространстве перед линзой, не допуская попадания дыма и продуктов сгорания на линзу, что приведет к ее быстрой порче. Вторая функция, актуальная для резки – это выдув продуктов сгорания/плавления из зоны резки. Если этого не делать, то край реза будет неровным и сильно закопченным. Исходя из первого требования (защита линзы) становится ясно какие требования к воздуху – сухой, чистый. Второе требование говорит о давлении – нужно хорошее давление и хорошая производительность. Аквариумный для резки слабоват – не развивает давления.
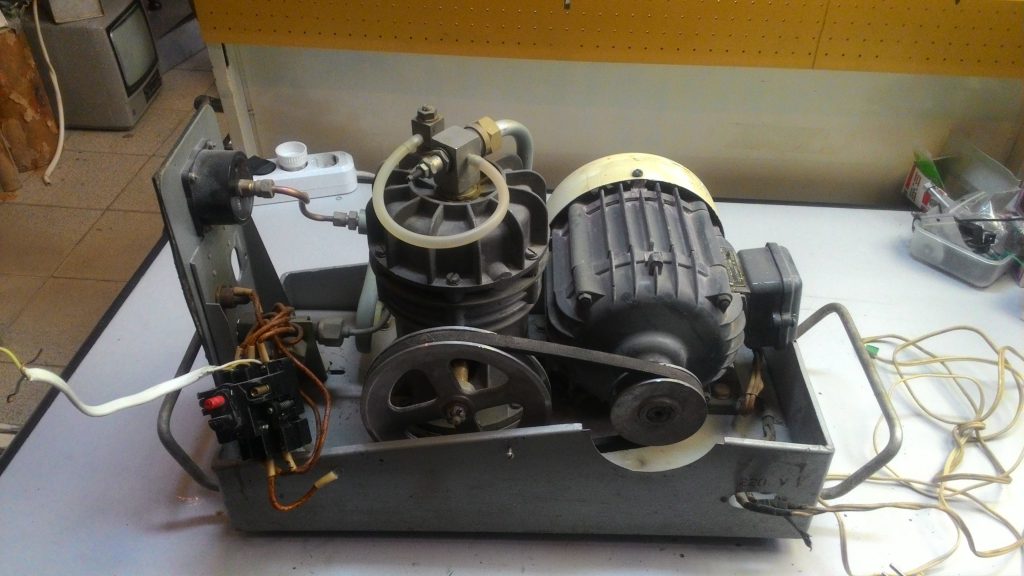
Масляный компрессор – не самое лучшее решение – масляный туман, который образуется при работе такого компрессора попадает в воздух и будет со временем пачкать линзу – нужно делать предварительные фильтры перед станком. Исходя из этого мой выбор – мембранный компрессор. Гуглежка показала варианты вроде Fengda AS-09 за ценник порядка 10 тыс.р., медицинские стоматологические за цену в 10 раз большую. Поиск по закромам вывел на свет этого советского монстра:

Компрессор диафрагменный УК-1М. Производства ПО “Киевприбор”, 1982 г. 880Вт мощщи (по шильдику), до 4 атм, может даже качать воду! Производительность правда ниже – до 20 л/мин.
Мотор АОЛБ31-2 400Вт 2920 об/мин. Компрессор огромный, тяжелый, шумный, вибрирует, но… при должном уходе оставите правнукам. Проводим полную ревизию, чистку, черт его знает что им качали до меня.

Кто то, зачем-то вмешался в родную электросхему:
Разбираем. У двигателя требует замены подшипник


Собираем обратно попутно не жалея смазки. И тут я ошибся, и перепутал пусковую и рабочую обмотки двигателя (у этого асинхронного двигателя две обмотки, пусковая и рабочая, пусковая запускается только на момент старта когда кнопка ПУСК зажата до упора, не самое удобное решение с точки зрения эксплуатации). Понял это когда из вращающегося двигателя пошел дымок… А потом я повторил свою ошибку второй раз, и второй раз с дымком! Но двигатель выжил, сказался огромный запас прочности, и то, что пусковая обмотка используется кратковременно.
Для очистки воздуха от пыли я из автомобильного фильтра от москвича сделал предфильтр на впуск.

Особенность работы мембранных компрессоров – давление регулируется на самом компрессоре путем перетока части воздуха в атмосферу, поэтому про регулировку дросселем на лазерной голове можно забыть – если мембранному насосу заткнуть выход это увеличит нагрузку на мембрану и вызовет ускоренный износ. Хотя в целом компрессор на фото спокойно выжимал 4 атм.
Итог: Работает отлично, шумно, вибрирует но за почтибесплатно я считаю шикарно.
Часть два – охлаждение.
Лазер нужно охлаждать, причем оптимальная температура для лазера около 18°С. Причем ее нужно держать стабильной, если она будет сильно меняться – это уменьшит ресурс трубки (тепловое расширение, деформация – и привет трещинам или нарушению юстировки). Зимой еще как то справлялся открывая дверь на улицу, а когда будет жара +32 – то штатный чиллер не в состоянии охладить до температуры ниже температуры воздуха и возможен перегрев. Нужен фреоновый (CW 5000) – но вы его цену видели. Гуглежка показала очень практичное решение – пивной охладитель. б/у пивной охладитель мы купили за 9000 руб (вот тут) Бонусом – отличная штатная помпа. Из минусов – нужно делать систему контроля температуры – нельзя охлаждать ниже температуры выпадения росы, если конденсат выпадет на выходной линзе – трубка выйдет из строя, вода хорошо поглощает лазерное излучение нагреваясь.
Как всегда – начинаем с полной переборки и чистки. Пивной охладитель б/у, но холод производит – большего и не требуется. Вытаскиваем дохлых тараканов и мышей

Моем бак, проверяем – действительно морозит:

Заливаем дистиллированной водой:

Ну и городим простую систему управления – китайский термоконтроллер REX-C100, твердотельное реле и термопара. Помпа работает всегда, компрессор холодильника охладителя – от контроллера. Настраиваем период работы максимально большим, дабы не насиловать двигатель частыми включениями. Alarm я настроил в +5, тоесть если температура отклонится от заданных +18 на пять градусов, то сработает контакт реле alarm и станок остановится по защите. Датчик потока включается последовательно, но его пока нет(

Итог: работает хорошо, на заданную температуру выходит быстро, держит четко – даже при полной нагрузке она не растет. Старый чиллер CW-3000 теперь продается 🙂
UPD. Внезапно у насоса изменился звук работы, и пропало давление. Думал мембрана порвалась, но нет – развалился шплинт крепления клапана, починил. Голова у насоса разбирается если открутить с нее все.

Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Источник
Система продува для лазера
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
 Немножечко теории. Твердотельные лазеры изначально не создавались для гравировки и тем более резки материалов, но так уж сложилось, — они могут. Они хорошо гравируют, и режут более менее, но чтобы улучшить процесс реза нужно интенсивный продув места прожига.
Немножечко теории. Твердотельные лазеры изначально не создавались для гравировки и тем более резки материалов, но так уж сложилось, — они могут. Они хорошо гравируют, и режут более менее, но чтобы улучшить процесс реза нужно интенсивный продув места прожига.
Лазер относительно мощный, некоторые материалы нужно резать в несколько проходов, и после первого прохода луча в канавке образуется уголь и слишком узкая щель для поступления кислорода, ведь именно он является катализатором горения. Вот для этого и была создана очень простая система подачи сжатого воздуха.
Также система продува очень хорошо удаляет дым, который в процессе резки и гравировки может закоптить линзу фокусировки лазера.
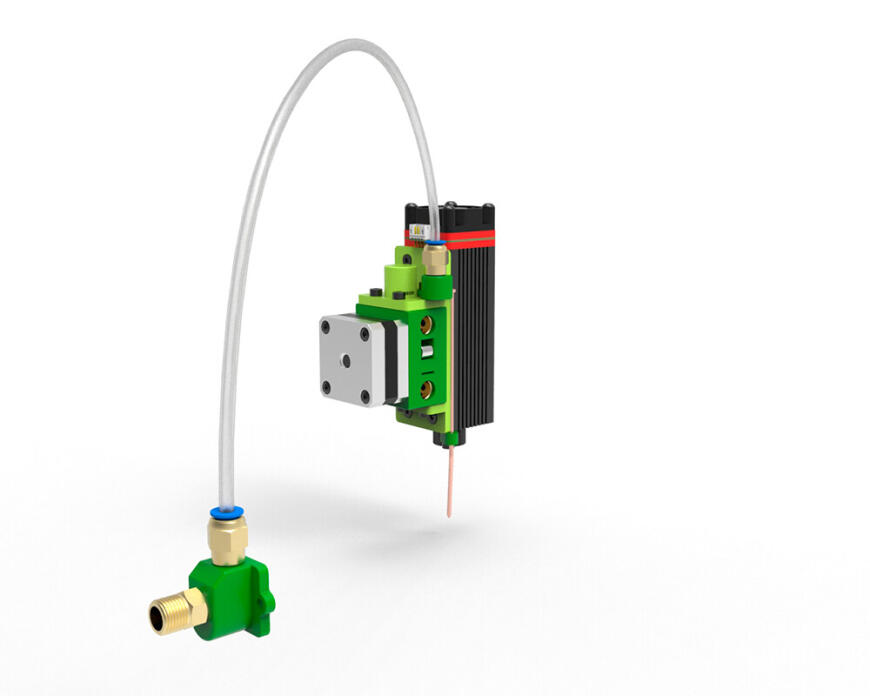
Ввиду того, что мой компрессор предназначен для аэрографа, и имеет небольшой рессивер, я сделал систему подачи такой, чтобы она была эффективной в работе с данным компрессором, и оно получилось.

Трубочку я использовал медную, толщиной 2мм и внутренним отверстием 1мм. Такие трубочки используются в холодильниках и кондиционерах, и конечно же ее легко найти и купить.
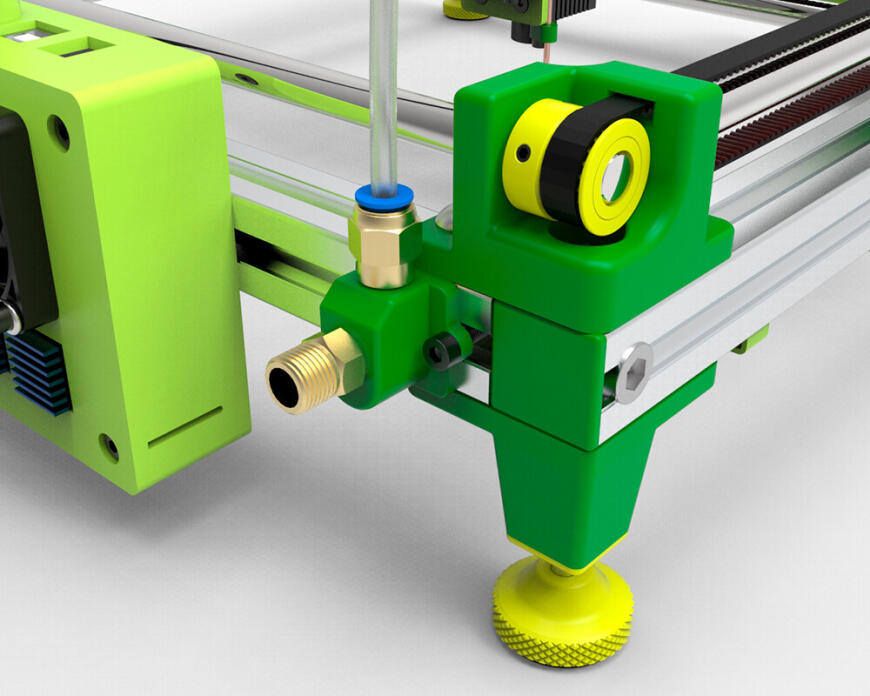
Фитинги для мягкой трубки использовал под диаметр 4 мм с установочной резьбой М6. Фитинг подсоединения быстросъемного разъема я напечатал, так как в наличии не было переходника с нужной резьбой. Его я заказал на будущее, но и подготовил подели как под металлический фитинг так и под пластиковый, который можно напечатать.
Вы можете сами посмотреть как на этот раз прожиг проходит на видео. В этот раз я использовал несколько материалов, о резке которых меня часто спрашивали после публикации предыдущего ролика. Что до самого реза, — в принципе каждый из этих материалов я мог прорезать за один проход на медленной скорости, но качество реза получается намного чище, если делать два и более проходов с большей скоростью, тогда край получается более чистым.
На странице продавца лазерной головки есть таблица материалов, с которыми работает данный лазер. В ней указано, что акрил не режет, не гравирует и тд. Но Вы сами можете убедиться, что режет и гравирует отлично. И в принципе можно и больше толщину резать благодаря поддуву, но к сожалению у меня не было подходящего кусочка акрила. С прозрачными материалами лазер длиной волны 450nm работать не сможет, но и здесь немножко можно выйти из положения закрасив водосмываемым маркером место гравировки, или наклеив непрозрачную пленку.
Подробнее — смотрите видео:
Модели и сопутствующие материалы:
В этот раз в качестве тестов я использовал фанеру, акрил, лист алюминия, лист из нержавеющей стали (кусочек от трафарета для печатных плат) и фетр.
Но я не могу дать конкретных рекомендаций по мощности и скорости. В каждом случае под задачу и материал нужно подбирать оптимальные режимы. Для этого можно создать шаблон для теста с градиентами, линиями и тд.
С помощью программы LightBurn, о которой я уже упоминал в прошлый это сделать очень просто и быстро, рекомендую.
Пробуйте, у Вас все получится! Но не забывайте — работа с лазером требует соблюдения техники безопасности!
Подпишитесь на автора
Подпишитесь на автора, если вам нравятся его публикации. Тогда вы будете получать уведомления о его новых статьях.
Отписаться от уведомлений вы всегда сможете в профиле автора.
Источник
Пневмосистема для лазерного станка
Рекомендованные сообщения

Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Похожие публикации

И так, вся суть копмпрессора — обдувать линзу в головке, что бы на неё не попадал дым, а так же выдувать продукты горения из зоны резки.
Что зависит от силы потока воздуха?
Для гравировки — нужен слабый поток воздуха, что бы дым и копоть под напором не приклеивались к материалу при гравировке (но что бы и на линзу они не попадали, так что совсем отключать то же нельзя). Для прорезания наоборот нужен сильный поток, что бы продукты горения удалялись из зоны реза. Поток можно регулировать регулировочным винтом на сопле головки, а лучше вынести отдельный краник и стравливать излишки в атмосферу (так как перекрывая кран — воздуху некуда деться и компрессор начинает работать наизнос) — разумеется, если у вас компрессор без рессивера и реле давления (он тогда сам будет отключаться, когда накачает достаточное).
В стандартной комплектации лазера уже идёт компрессор, для повседневных задач вполне хватает.
Если планируется в основном резка, берите мощнее, рез будет лучше, а нагара меньше.
Какой именно выбрать?
По опыту для одного лазера вполне достаточно компрессора на 200 л/мин и давлением 2 атмосферы.
ВАЖНО: из-за сопротивления трубопровода (шлангов, штуцеров и т.д.) на выходе из сопла давление будет существенно меньше.
Лучше всего подойдёт мембранный — простой, надёжный, долговечный.
Можно так же безмасляный, обычный поршневой масляный компрессор не рекомендую — нужно ставить ещё как минимум маслоотделитель.
В любом случае так же необходимо поставить будет влагоотделитель (из-за точки росы).
И безмасляный и обычный масляный поршневой компрессоры не могут работать безперерывно (обычно рекомендуется 15 минут работа, 40 минут отдых, или как указано в инструкции) иначе быстро дохнут (или как повезёт), а у безмаслянного и так небольшой срок службы (порядка 10 000 часов).
Здравствуйте. Взамен штатного куплен безмаслянный поршневой компрессор Patriot, после продолжительной работы не включается. В сервисе сказали, что не соблюдал режим работы. К ним претензий нет, в крайний раз он работал почти 8 часов. Так вот, решил взять компрессор, который предназначен для длительной беспрерывной работы. Сначала смотрел на сайтах поставщиков лазерного оборудования и нашел вот такой:
https://reklab.ru/product/vozdushnyy-bezmaslyanyy-kompressor-tb551-9/
О режиме работы ничего не написано. Такой же видел в строительном магазине:
https://www.220-volt.ru/catalog-565420/#ui-tabs-description
Он дешевле и по параметрам лучше (40 литров/мин против 120литров/мин, рессивер 9 литров против 10 литров, давление одинаково). Смущает только: Режим работы компрессора повторно-кратковременный, с продолжительностью включения (ПВ) до 50%, при продолжительности одного цикла от 6 до 10 мин. Допускается непрерывная работа компрессора не более 15 мин, но не чаще одного раза в течение 2-х часов.
Сам вопрос: от Реклаба предназначен конкретно для постоянной работы? Или второй точно так же можно использовать постоянно?
Всем Здрасте.
Прошу дельного совета с подбором компрессора.
Нашел на работе Компрессор К-000 На выходе из компрессора отсутствуют частицы масла.
Максимальное давление, МПа 0,45 (4,5 Ати)
Производительность при давлении 0,4 МПа и температуре 20С 38 л/мин
Потребляемая мощность, Вт 450
Дак вот возникли вопросы.
Его производительности(38 л/мин) хватит для комфортной работы лазером ? (ресивер ясное дело приладить)
Его производительности(38 л/мин) хватит для покраски изделий ? (ресивер ясное дело приладить)
Или он все-таки дохловат по производительности ?
китайцы со станком отправили aco-001 с тем-же 38 л/мин но всего 18 ватт. (ясно дело что он мне не накачает ресивер до 4 «очков»)
Доброго времени суток.
В общем есть китайский станок 80 Вт, резали фанеру 3мм, но сильно «коптит» (скорости пробовали разные по таблице на этом форуме/найденные на других просторах интернета).
Когда режешь круг/квадрат рез хороший, но если брать текст, там ужас.
Во вложении примеры (на разных скоростях/разной мощности) где косы — ужс.
Источник